1.企业概况
哈尔滨塞尚密封技术有限公司,是东安实业的全资子公司。建有橡胶检测试验中心、橡胶研究所,与中国航发120厂联合成立橡胶产品研发中心,连续两年被中国航空发动机集团有限公司评为优秀供应商,是中国航发东安(120厂)金牌供应商、战略合作伙伴,是中国航发商发银牌供应商。经过30余年的发展,公司为航空领域和汽车领域配套相关油封等密封产品。产品广泛应用于汽车发动机、航空发动机、机械设备、铁路及油田等领域,能够对包括氟、硅、丙稀酸酯、聚氨酯等特种橡胶在内的各种橡胶材料进行加工和应用。
2.项目需求
航空橡胶生产具有多品种、小批量特点。由于产品工艺要求高、过程管控严格,对于生产过程中质量控制与废品管理要求较高。从企业实际来看,每天约有近100笔左右的报废记录,如何减少产品报废率,并对产品报废流程进行有效管控,确保不合格品不流出,同时快速查找质量原因,是企业质量管理的重要课题。
2020年,针对生产过程中的质量管理与废品处理,企业经多方论证后,决定采用信息化与物联网结合方式,开展设备改造升级与信息化平台建设。系统建设需求如下:
2.1 实现硫化设备的生产状态监控,保证加工过程关键指标符合工艺要求
橡胶生产过程中硫化机是重要设备,其压力、温度、运行时间,对于产品质量具有关键作用。由于企业现有多数设备是不具备联网功能的老设备,需要通过加装传感器的方式,进行生产设备联网化,实时采集生产设备数据。同时,要打通设备与生产计划任务数据,实现在洞察设备状态同时,跟踪每个订单,监控操作者的产品加工质量情况与生产进度。
2.2 报废产品流程信息化管控,提升管控精度与效率
企业橡胶产品废品单原来采用纸质单据传递的方式,手工录入,效率低,准确性差,流程传递的过程容易出现漏洞。希望通过系统建设,将橡胶产品废品单纸质转化为电子版,省去重复录入或书写工作。现场操作者使用生产管理平台报工系统,操作者根据报废现象进行报废数量报工确认,(例如:报废总数6件,其中杂质2件报工确认一次,粘4件报工确认一次)。报工确认后自动生成报废单记录,技术员可根据报废记录分析具体原因对其进行(修改,增加,作废)处理。保证所有的数据信息都可以在系统中运行、查询、分析。
3.解决方案
3.1系统架构
制造易借助于IIOT技术,结合企业需求,打通生产设备与信息化平台数据,实现对于设备状态数据、生产订单数据、报废数据的集成应用。系统架构如下:
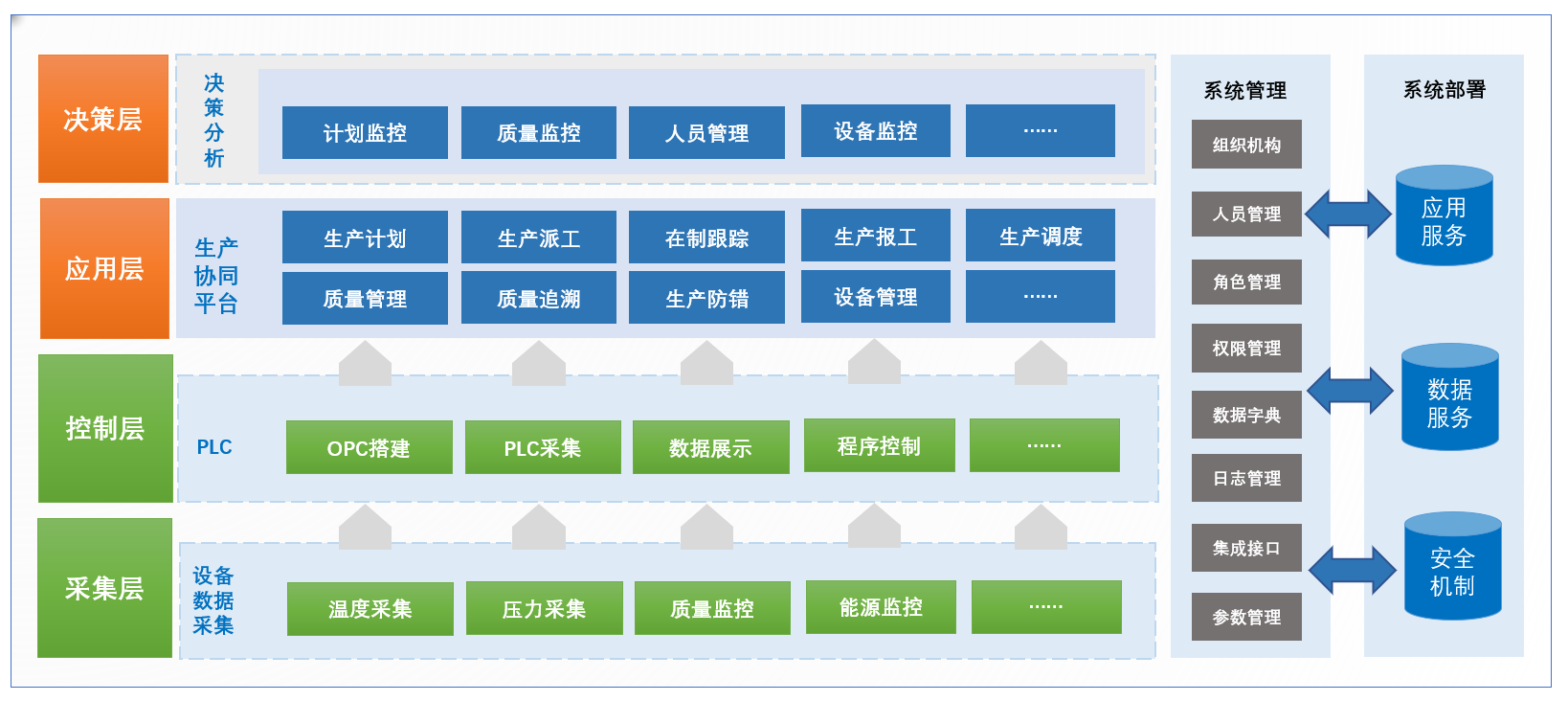
▲系统架构
A. 第一层为设备数据采集层,由温度传感器、压力传感器、计数器等组成,负责采集生产设备关键性能参数信息。
B. 第二层为PLC控制层,由西门子PLC系统,连接系统主站,完成对现场设备性能参数数据的统一读取、存储与展示,并将设备信息传输到现场设备一体机与生产管理系统。
C. 第三层为系统应用层,由生产管理系统结合设备数据,开展生产计划管理、机台派工、生产调度、质量管理、质量追溯、报废审批、生产防错等信息化管理。
D. 第四层为决策分析层,硬件由管理中控电脑、设备一体机、图文展示机构成,可实时展示设备运行状态、生产订单执行情况、质量情况等重要数据与信息。
3.2 设备状态监控
3.2.1设备物联
现场通过各个温度、压力转换模块将数据传送至无线数据发送器,数据实时发送至无线接收终端,搭建设备采集数据库,实现PLC端口与生产管理系统通讯,将数据实时传送给生产管理系统。
平台可识别硫化时间、压力、温度指标上、下限,超过上、下限可自动报警(蜂鸣或语音提示且监控画面闪动等),监控数据在上下限内波动。可通过数据变化、压力变化查看每天生产的模数信息。平台可自动监控每天生产的模数信息。
3.2.2数据获取与数据源建立
PLC通过信号线采集设备传感器的模拟或数字信号,采集的数据通过组态软件读取I/O变量,将PLC寄存器上的数据读到组态软件上虚拟寄存器上,并将系统中数据实时同步至OPC服务器中,形成系统运行数据库。生产管理系统可根据需要获取PLC采集的相关数据,为精准监测生产设备状态、计划执行情况提供详实、即时的数据基础。
3.2.3 数据展现
系统数据展现层可以在现场工控机,管理大屏、中控室PC机等终端进行图形化数据展现。平合部署后,支持PC端监控所有设备的温度、压力、硫化时间、次数等所有技术参数,并且各项数据实现实时监控与展现;同时可查询历史数据。实时展现生产线状态,提供设备运行状态监控与预警。同时对历史性报错信息进行储存,以便实时展现故障信息。
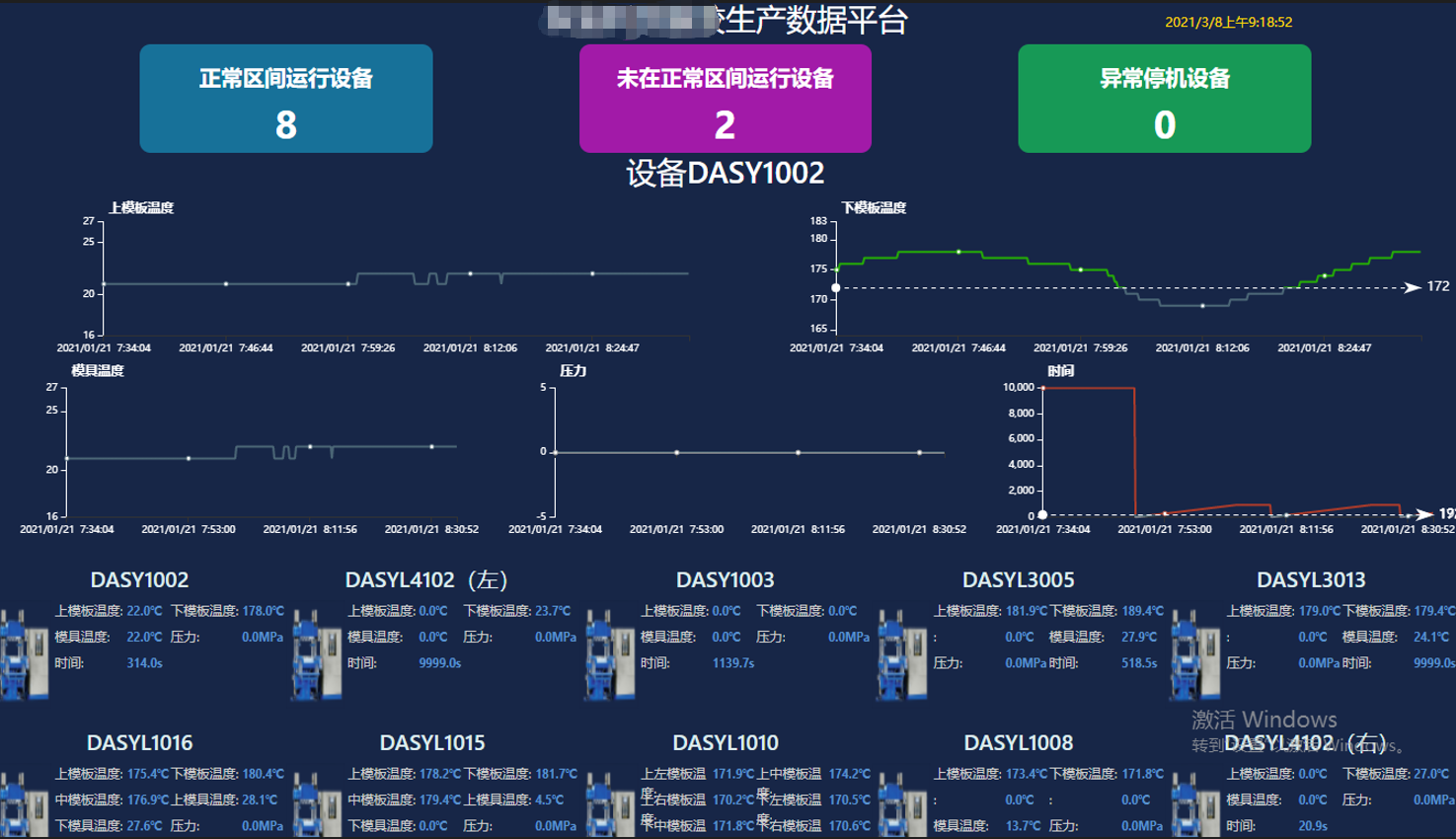
▲示例:数据展现
3.2.4 生产防错
生产各件号的信息可存入数据采集平台,方便调出或调入,可将件号信息数据直接调入所用设备。设备监控系统通过PLC实时传递设备关键性能参数,在任务执行过程中出现参数指标异常,会在中控室系统进行提示,同时也会在现场设备一体机上即时显示,提醒操作者快速响应;现场生产设备一旦发生故障,可以通过系统提示、报警等方式,快速提醒相关岗位,操作者或维修人员可对异常、故障进行及时处理与维修,提高处理效率,减少处理时间,保证设备稳定运行。
3.3产品报废管理
3.3.1 应用场景
现场操作者使用生产管理系统报工报废功能,进行报废数量汇报确认,自动生成报废单记录。技术员可根据报废记录分析具体原因对其进行修改、增加、作废等处理;检验员确认后,报技术人员进行原因分析、制定措施,所有废品单都归回到检验室主任处归档。通过该业务处理,使纸质的橡胶产品废品单转化为电子版进行线上传递,减少岗位重复录入工作量,同时做到单据信息可查询、可统计、可追溯。
3.3.2 业务流程
在制造易生产协同平台上完成废品单传递流程,由系统从随件单上自动提取数据,包括:工段或部门、件号、零件名称、产品批号、报废工序号、数量等信息。同时,按废品单编号规则自动生成(过程间报废单号和汇总报废单号有差异)。
具体流程如下:
1、操作者:报废,确认废品数量,根据问题分类分别生成废品单;过程间的报废单,由操作者填写;汇总报废单由检验员填写。
2、授权检验员/汇总检验员:过程间报废单由授权检验员确认,汇总报废单由检验员确认
3、技术员对报废单进行原因分析和制定措施,技术负责人对报废单进行确认。废品单除技术员有修改、增加、删减废品单权限外,其它人无权利更改,技术员如果有删减废品单情况,则需要注明删减原因并封存此废品单,以便追溯。
4、系统根据技术判断的责任单位内容自动判断责任单位代表者。判断条件如下:
§ 如果原因代号为操作者原因(11-1、71、72)由工长与责任者本人确认选择;
§ 如果原因代号为(21-1、24、25、32、41、51、61、81、141、142、143-1)由技术员进行选择;
§ 如原因代号为(31、91)由检验室主任进行选择;
§ 如原因代号为(101、121、122、131)由采购计划员确认进行选择。
5、所有废品单都归回到检验室归档。所有废品单形成汇总信息(包括件号、数量、批次号、日期、编号、责任者、报废工序号、原因代号、报废项),并由检验室负责导入ERP中。废品单生成后能追溯处理流程的进展情况,避免丢失。
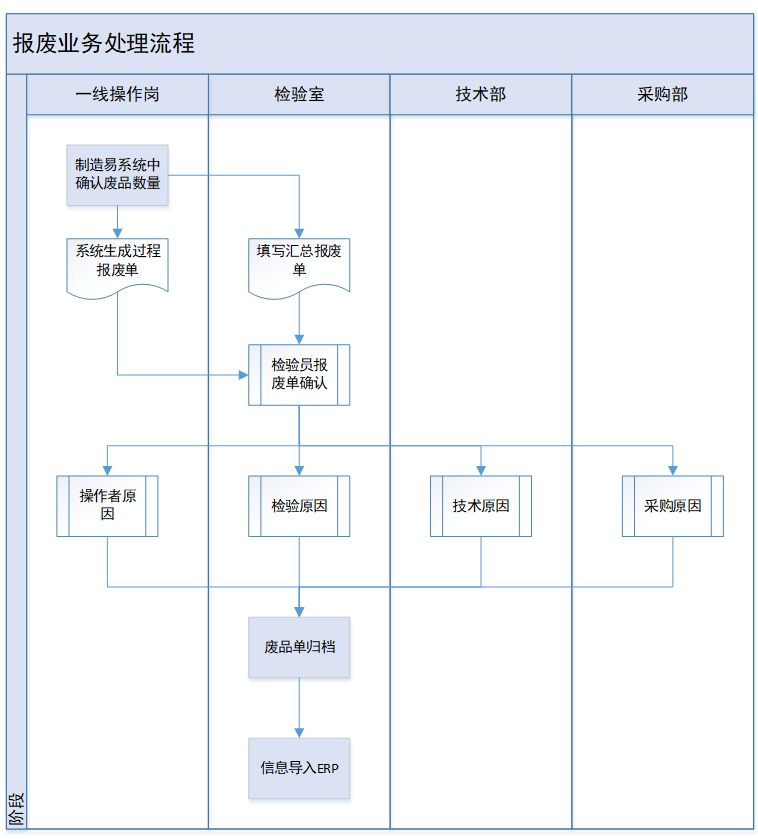
▲报废处理流程
4.关于IT与OT技术融合应用的思考
市场研究与资讯公司Gartner 这样定义OT 的概念:“通过直接监视和控制企业中的物理设备、进程和事件来检测或触发变化所需要的硬件和软件。”OT 被认为是现代智能工厂的支柱。它控制着工厂的基础设施,并使工厂生产线正常运转。随着更多的机器和组件相互连接,OT 的重要性得到了增强。通过提供工厂车间的实时信息,物联网 (IoT)正在模糊办公室和车间工厂之间的界限。
IT作为信息技术应用,对所有企业目前都是必不可少的。从客户关系管理,到管理信息系统到电子邮件,一切都是在IT 基础架构上运行的。自现代制造业开始以来,IT 和OT 就一直共存,但往往彼此独立。然而,随着工业物联网 (IIoT)的出现,将网络传感器和相关软件与复杂的物理机械结合在一起,IT 和OT 之间的鸿沟正在迅速消散。
特别是随着工业互联网、智能制造的普及,越来越多的用户发现,单纯依靠OT只能在设备层的管理方面有所改善。虽然很多企业纷纷上马设备数据采集系统,但实践中会发现,这种投资,对于整体生产运营的帮助并不直接。比如,只能看到设备的状态,并未与生产计划、订单任务关联,无法将生产现场要素资源串成完整的业务链条;设备采集上来的数据,只是关注与硬件的状态,对于提高产能、质量来说,贡献的有价值数据较少。因此,如何将设备数据与IT业务系统的数据有机结合,形成可为生产管理与决策可用的高质量数据源,是企业关注的重点。
本次东安实业航空橡胶板块的应用做出了有益尝试:将订单任务作为源头,拉动设备、人员、物料/产品,形成实时化、全面化的数据体系,并通过对上述数据的分析挖掘,形成对设备状态、订单进度、废品情况的有效监。同时,对于过程中废品的出现,采用电子化记录、流转、审批、处理、归档,形成业务层面的流程闭环。初步实现了IT/OT数据融合下,对于质量管理的有效管控。
