一、企业情况
哈尔滨红光锅炉集团有限公司是中国电器工业协会工业锅炉分会副理事长单位,核心企业哈尔滨红光锅炉总厂有限责任公司是具有A级锅炉制造安装,A2级压力容器资质于一体的国家级高新技术企业、国家级专精特新“小巨人”企业。公司地处美丽的松花江畔,现已跻身全国工业锅炉行业十强。为适应公司发展战略的需要,2010年在辽宁兴城临海产业园区兴建占地面积20万平方米的子公司,打造海上风电塔架制造基地,实现两省工业布局,为企业的可持续发展注入新的活力。
红光锅炉拥有黑龙江省级企业技术中心、国家级博士后科研工作站,主营产品为燃煤、燃油、燃气、燃电锅炉,电站设备及部件,压力容器、兆瓦级风力发电塔架等节能环保产品。四十多年来专业致力于高效节能环保锅炉的研发与制造,先后与哈工大、清华大学、浙江大学、703所、煤科院等科研院所建立了产学研联合体。销售网络已覆盖全国25个省和400多个市县。
产品获百余项国家发明及实用新型专利,循环流化床锅炉产品入选国家发改委、质检总局组织编制的《高效节能锅炉推广目录(第一批)》;17项锅炉产品先后被国家工信部列入《节能产品目录》,9项产品被授予国家“能效之星”。2021年和2022年有两项流化床锅炉产品,通过了由中国工程院秦裕琨院士组成的评委会认定,达到“国际领先水平”。公司正以工信部“两化融合”管理体系贯标试点企业为契机,以数字经济为依托推进智能化技术改造,打造绿色工厂。
二、痛点难点问题
1、研发设计周期长,影响产品交期
中大型锅炉企业一般多为定制化产品,一单一图,研发设计严重依赖与技术人员经验。企业原有工作模式是根据每个项目重新设计图纸,因此在图纸及配套工艺设计完成之前,下游生产环节是停滞状态,一切工作要等图纸、等工艺规程出来。图纸设计完成还要进行拆图,把图纸变成部件清单,才能再进行其他生产准备工作,工作量大,重复劳动多。2、加工过程难度高,周期不可控
锅炉装备按照零部件结构展开有几千个零件,每个零件又有多道工序。在装配或组焊环节,需要调度到车间去找部件下的零件加工到什么程度,是否完工,是否具备装配或者组焊的条件。所以组焊和装配几乎贯穿了整个制造过程。原有的方式需要大量的时间和人力去识别和组织,工作效率低。3、质量管理严格,产品关键信息追溯困难
复杂装备制造的安全性和可靠性要求相对苛刻,制造成本昂贵,产品质量要求严格。对于从原材料入厂检验、零部件加工过程检验、装配完工检验,需要对产品能够完整的信息追溯。由于锅炉多层级上千种零件,原有手工或者电子表格虽然也能完成关键环节的质量数据记录,但是想实现真正的产品追溯十分困难。
三、主要做法
引入并行工程思想,建立研发设计环节、制造执行过程和资源支持保障三大环节的协同工作机制。并基于企业现有各系统数据,建立数据集中管理平台,实现各系统之间、各业务部门直接的数据互联互通。
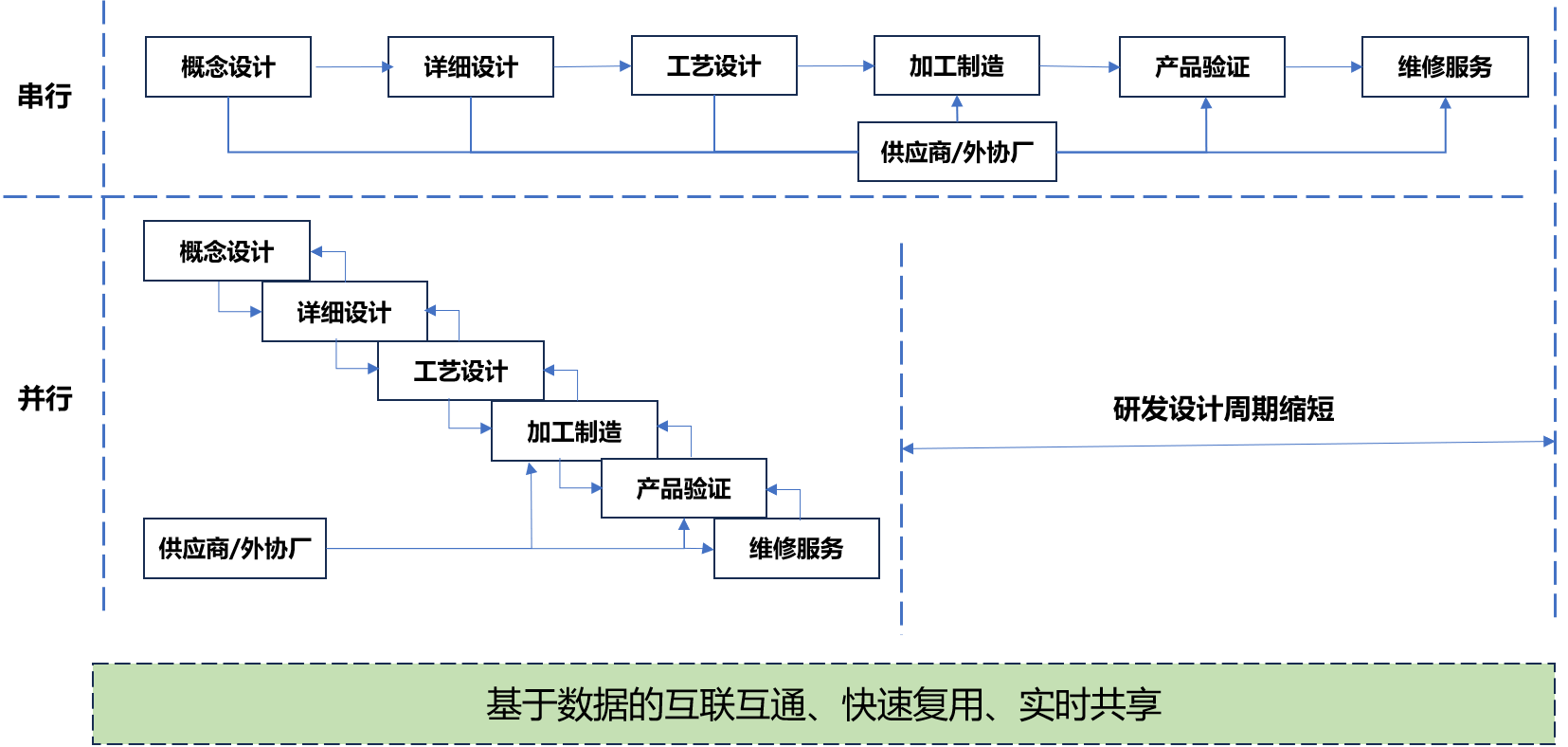
(图片位:图1 并行工程下的研发设计与生产协同)
实现并行工程下的项目管理,需要对包括研发、工艺 、生产等各类数据进行充分的积累、复用、共享、反馈与再积累,形成可持续应用的知识库与数据库。具体做法包括:
1、打通现有各业务系统
以MES系统为核心,将ERP系统、PDM产品数据管理系统、CAPP工艺辅助管理系统与MES系统集成,建立满足研发、设计、生产、质量、采购、库房在内的可快速复用、实时共享的数据管理平台,支撑业务部门对于研发设计数据的快速调用。数据源 提供数据 应用场景 PDM系统 产品标准炉号BOM数据 建立锅炉设计标准结构知识库 CAPP系统 生产工艺规程 工艺规程的编制与调用 MES 系统 工艺路线 工艺路线与订单匹配 ERP系统 库房数据、采购计划 标准件、通用件快速查询、领用管理、与采购计划管理 表1 主要数据源与应用
2、建立标准的产品设计结构库
按照炉型在系统中建立产品标准结构库。因每个项目实际锅炉房结构不同,使用环境不同,以及一些技术参数不同,相同型号的锅炉在实际生产前需要根据项目进行重新设计。依托于标准结构,在每次设计时根据项目情况对标准结构进行必要的更改。在接到销售需求时,系统先根据炉型按照标准结构进行零部件展开,根据展开的零部件进行提料和基础生产准备工作。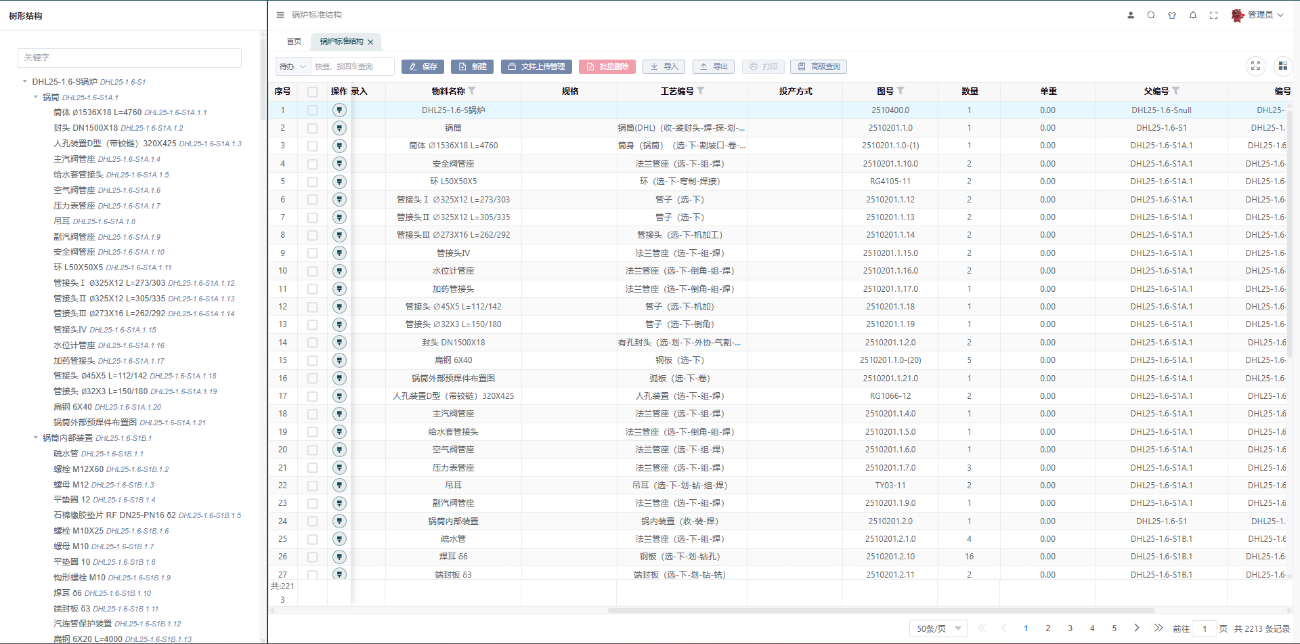
(图片位:图2 产品标准结构库)
3、建立标准工艺库
在系统中建立标准工艺库,并对标准工艺与标准结构中的零部件进行关联。在结构分解创建生产订单时,系统会根据标准工艺和零部件的关联,自动匹配相对应的工艺。对于新设计,新建立的零部件,也只需将标准工艺编号关联到新建的零部件上,系统在创建生产订单时会自动匹配相应的工艺。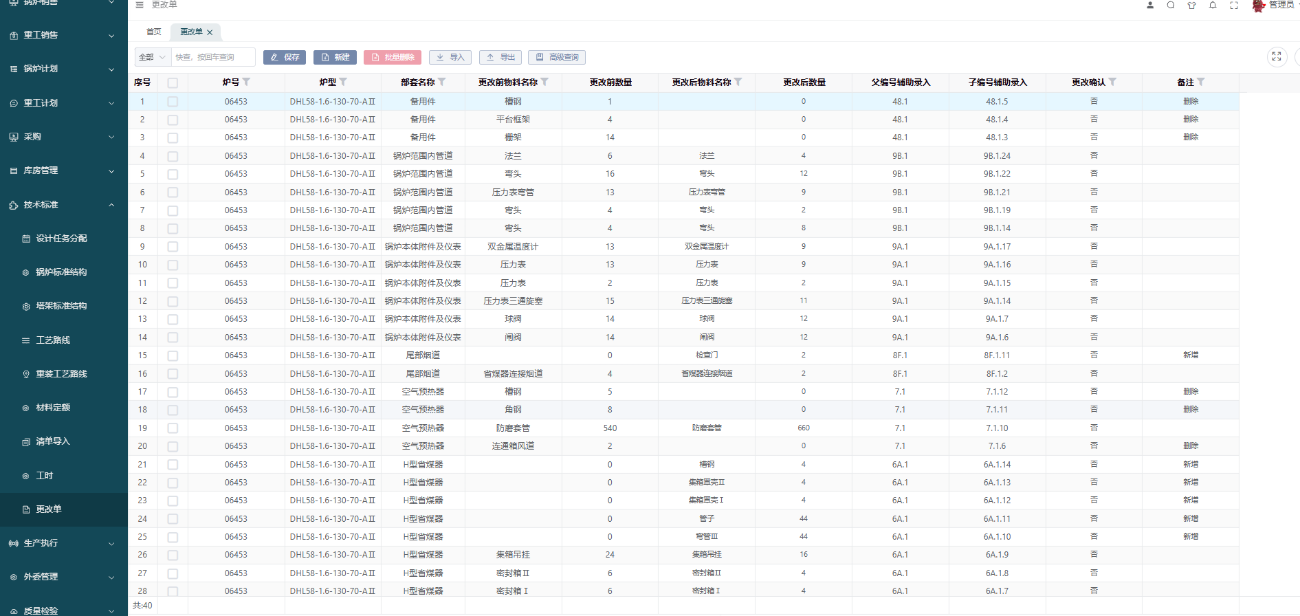
(图片位:图3 产品标准工艺库)
4、将加工费用落实到零部件工序上
将原有的整包制生产工费根据实际情况汇总或拆分落实到零部件工序上。个人或班组报工后,系统将工费落实到具体生产的个人或班组,实现工费的精细化管理。打造相对灵活又能实现精细管理的工费系统。其灵活性在于可以根据实际生产情况和需求,将工费或统一到零部件上,或分解到具体工序上,同时可以是个人报工,也可以是班组报工。在没有增加复杂的数据录入等基础工作的前提下,实现了工费的精细化管理。5、按发货清单入库及发货
锅炉行业因部分工作是到锅炉房现场实现最后的安装和焊接。因此实际的入库与发货不是按照设计结构进行入库和发货的。因此在系统中建立的发货结构清单,实际入库时按照发货包装清单进行入库,发货时根据入库情况进行发货确认,替代原始的纸质和电子表格管理,使数据从技术到发货在系统中关联,实现准确可追溯。
四、应用成效
1、引入标准结构降低生产准备时间
引入标准结构库工作模式后,设计人员在设计期初即可根据炉型参照标准结构库进行设计,减少不必要的更改量,并对更改内容下发更改单。系统按照标准结构先进行分解,将销售需求转化为生产零部件需求,根据零部件需求可以先进行一部分的生产前准备环节,甚至一些固定结构零部件可直接生产。在技术更改单生成后,再对实际生产准备和计划进行修正。
该方式运行后,常见炉型研发设计周期从原来的65天,缩短为30天;材料准备时间从平均50天,压缩为30天。订单准时交付率提升15%以上,给生产制造环节预留了更多时间,大大缩短产品交付周期,同时间接释放了企业更多生产资源能力,可以承接更多订单任务。
同时,在生产现场遇到因工艺产生的生产过程或者质量等问题,再对工艺进行优化后,修改系统中的标准工艺,这样今后相同产品就直接用新工艺进行生产。而以往在进行工艺修改或者工艺创新后,要对所有工艺人员进行宣贯,并且要人工对纸质工艺进行备案及版本号控制,来保障后续使用的工艺为最新工艺。而采用MES中标准工艺与标准结构相结合,只要系统中对标准工艺进行更新,系统就会自动匹配最新工艺,减少人工校对时间和产生版本错误的发生几率。
此外,系统可以根据工艺设定,控制各工序的检验方式,检验内容,检验人员等。使整体工艺执行更规范,流程更清晰,过程信息留存明确,便于追溯。2、通过标准工艺库建设减少岗位工作量
原有工作方式是在图纸出来后,工艺部门就要根据图纸对每个零部件做工艺,虽然也有过往工艺和初步标准,但是同样的工作依然要重复完成,工作量大,重复劳动多。
引入标准工艺和标准结构后,工艺只需一次性将标准工艺与标准结构做关联。每次下达生产任务时,系统会根据关联自动匹配相应的工艺。该部分重复、繁琐工作完全由系统执行,大大减少了工艺人员的工作量。
工艺人员完成工艺规程的时间从原来总图的16-20天左右,减少为8-10天,同样工作内容,减少工作时长60%,使工艺人员从大量的繁琐重复的工作中抽离出来,将更多时间用于工艺优化与监督中,使工艺人员的工作更高效、更有价值。3、实现生产全链条可追溯
锅炉按照零部件结构展开有几千个零件,每个零件又有多道工序,虽然原有手工或者电子表格也有一定的记录,但是想实现真正的产品追溯十分困难。
系统将一条销售需求关联到多炉号、多部件、多工序以及对应的生产者、质检技、参与者等,将生产相关数据都在系统中实现关联,在任何环节对生产过程进行可追溯。
(图片位:图5 质量追溯可视化)
4、装配、组焊的可加工依据
原有装配或组焊环节,需要调度到车间去找部件下的零件加工到什么程度,是否完工,是否具备装配或者组焊的条件。因为锅炉由多层级上千种零件组成,所以组焊和装配几乎贯穿了整个制造过程。原有的方式需要大量的时间和人力去识别和组织。
系统建设后,可以根据BOM结构在系统中看从属的零部件的加工进度。查看是否完工,如果未完工加工到什么进度,还有几道工序,从而合理安排接下来的装配或者组焊环节,减少人为查找落实进度的过程,使生产加工安排更合理。
注:本案例中图片为可公开信息,数据展示部分为模拟,均符合保密要求。
