制造业企业普遍面临用工成本日益高涨、技能工人招聘难、人员流动率高的现实问题。随着自动化技术的提升,越来越多的企业开始尝试通过自动化、柔性化产线建设,实现机器换人。由于机加装备等离散制造业一般采用独立、分散的机台作业方式,产品多品种小批量的订单特点,需要考虑设备换刀换模准备时间、物料上下料与转工转序管理,因此,目前机加行业自动化柔性线,多应用在具备一定批量的产品,且通过加工单元方式,配合加工中心设备开展。本柔性自动线方案实践,即针对联轴器产品,通过MES系统与自动化产线、立体库房设备的深度集成,推动企业设备换人、提质增效。
1 企业简介
康普森产业集团是以工业实体及科技贸易实体组建而成的集团化企业联合体。是由沈阳三环机械厂、沈阳康普森传动有限公司和上海凯璞瑞机电设备有限公司,三个核心企业以及其他控股与外协企业组合而成。
企业专业从事联轴器产品研发、制造、销售和服务于一体的高新技术企业。公司产品种类齐全,主要产品有十字轴式万向联轴器、鼓形齿式联轴器、膜片联轴器、十字滑块联轴器、柱销联轴器、蛇形弹簧联轴器、梅花型联轴器、高速联轴器、碳纤维联轴器、风电联轴器等几十类近百种产品。
作为一家有着30年联轴器产品制造经验的专业厂家,企业先后取得“中国船级社质量管理体系认证”、“AS9100D质量管理体系认证”、“中石油会员单位”等多项国家、省、市级权威机构认证,产品广泛应用于冶金、矿山、风机、水泥、化工、造纸、造船、电力、重型机械等众多领域,与中国一重、鞍钢股份集团、沈鼓集团、江苏鹏飞集团、中信重工、太原起重、重庆通用、河南开封空分等众多知名企业,有着多年的合作历史,在国内市场占有稳固的市场地位。

2 项目目标
为提升产品加工效率,保持市场竞争力,企业投入专项资金,建设了以自动化、数字化为手段的自动化柔性产线。项目针对半轴部件自动化生产线,定制开发生产制造执行系统(包含库房管理系统)。总体目标是通过MES系统的有效调度和库房管理功能实现联轴器产品原料存储自动化、生产加工自动化、物流流转自动化以及生产管理信息化,在确保产品质量稳定的前提下,提高加工效率,降低人工成本。
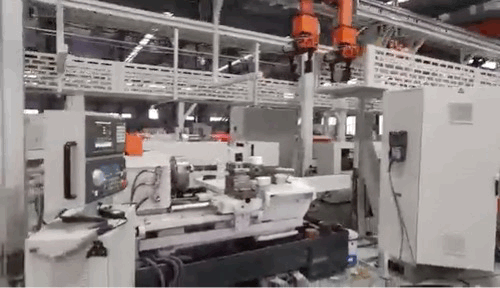
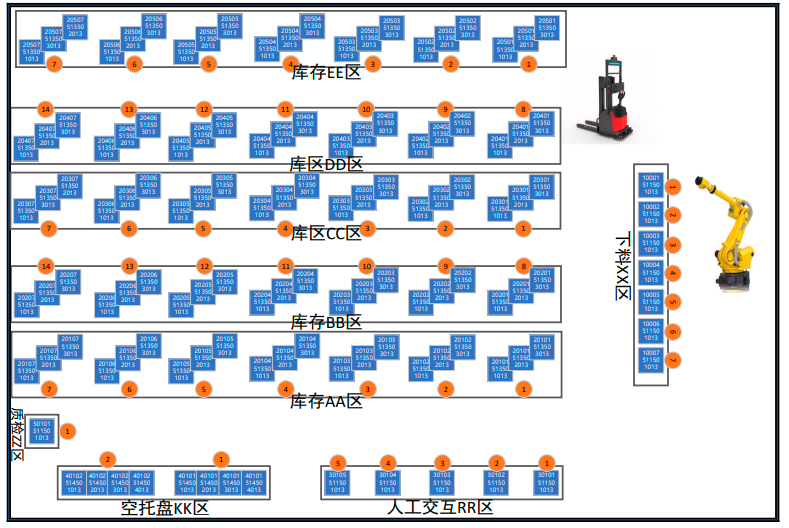
生产线的总体规划,包括1座原料立体库、1台取送料堆垛机、4台智能锯床、1座综合缓存平台、7台桁架机械手、3台上料架、3台转料架、12台粗车、6台精车、3台打标机、1台六关节机械手、1台AGV叉车、1座产成品库。规划要求四大类多型号多材质混产,规格涵盖140mm~300mm。要求在保证产品质量的同时,产线智能评判生产节拍、综合调度生产设备,拒绝停机待产,最大程度发挥自动线效率优势,挤压出产线最大产能。
针对产线的规划要求,定制开发的生产执行系统(MES),可自动实现生产线各生产工序、生产设备的自动排产、调度、物料运转、物料存储管理等功能。MES系统作为整条生产线的调度中枢,负责生产订单的接收与分解、任务排序、设备状态监控、工步指令下发,以及生产全过程的物料选用与管理。

3 建设重点
3.1 订单排产调度
MES系统及业务数据集成
MES系统嵌入集团业务流程,集成ERP生产任务、工艺技术资料等数据,获取自动线订单业务。在完成自动化生产后,将生产数据向ERP反馈,协同各部门共同完成企业设计、生产、销售一体化运维。
订单自动化排产
自动线生产订单自动根据多元素权重计算排产。规格优先级:小规格>中规格>大规格>超大规格;同规格内优先级:刀具匹配>原料库存>补单信息>产品交货期>厂商级别>利润率>下单顺序。综合统筹排列生产订单序列,保障订单有序执行。
- 订单序列优化
订单排序以自动化为主,人工干预为辅,人工干预后N个订单的加工顺序锁定,根据四种规格独立排序。保证生产连续性的同时,灵活兼容自动排产和人工干预。 订单自动重排
出现新增订单、设备状态变更、工艺变更、刀具变更、原料变更、库位变更,系统重新计算订单序列,并根据调度节拍,自动完成订单调序,且在制订单不受影响。
订单补单插单
出现报废、取消等生产异常情况,MES系统触发异常业务流程,反馈ERP及OA系统。完成企业审批流程后,重新形成补充订单,进入自动线MES系统,进而重排订单并重新调用工艺数据,无缝衔接到自动线排产调度中。
- 产能瓶颈预测
在满足产品交期和质量的前提下,具备物料及刀具分析功能,提前计算一定时间内订单的原料使用情况,对原料库存情况进行预测,防止因物料不足而导致的停工停产。设置库存最低阈值,触发预警提示,从而使生产资源(设备、刀具、物料等)利用率达到最优、生产效率达到最高,进而能够快速抵消突发事件(例如:设备故障、人员缺勤、紧急插单等)对生产造成的影响。
3.2 自动化生产调度
- 工序分解
依据综合计算后的订单生产序列,结合订单工艺路线、工艺参数,自动将订单进行工序分解。将每一工序的加工任务,进行分布式调度,评估可用机、可用料,进而各自执行,避免因各工序节拍差异,导致的待机等待情况出现,保证产线发挥最大产能。中间物料代用
在工序分解、各自执行的计算结果基础上。对生产过程中的半成品缓存件,系统自动计算、评判其可用系数,自动调用其他订单使用。并自动调度现场,进行补充。科学的机、料、订单搭配,使产线具有统筹全局、灵活生产。工步分解及调度
依据设备功能及特点,进一步分解工序,分解成颗粒度极细的工步及设备动作。依据设备信号和库房管理系统,综合评判当前设备状态和物料状态,联动计算后生成动作命令,调度产线进行转运和加工。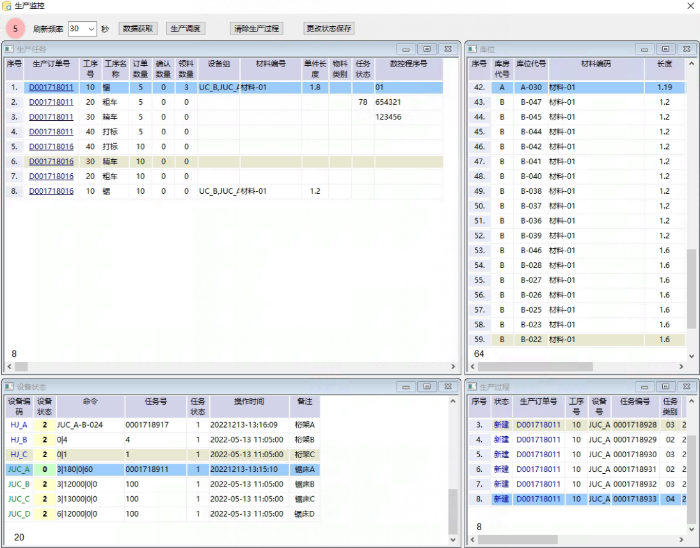
下料工序阶段:
需依据订单需求、工序信息,分析立体库原料数量、规格、材质、长度,计算锯床加工需要的原料根数、多根料组合方式,选取可用锯床下料,并分析缓存区暂存点位、余料长度、物料路径等元素,下达指令完成系列动作。使取送时长最短、物料组合最省、余料返库最少。

粗车工序阶段:
需依据订单需求、工序信息,分析缓存区物料、物料代用、桁架行走路径,结合当前各粗车在制状态、刀具状态,并预测后序精车设备使用。选取最恰当的取送料路径和目标粗车,下达指令完成系列动作,并监控加工情况,完成后取件移至转料架,空出所占设备。灵活选取12台粗车和缓存物料,调度执行实现满产。

精车工序阶段:
需依据订单需求、工序信息,分析物料翻转状态、精车在制状态、刀具状态,结合后的序打标机状态,合理选择6台精车之一,调用转运桁架,下达指令完成系列动作。并监控加工情况,完成后取件移至打标工序,空出所占设备。作为瓶颈工序,控制产线节拍,整体提升产线效率。
打标工序阶段:
需依据订单需求、工序信息,通过激光打标机赋予产品唯一标识。打标后,评判承接托盘的位置、已有产品信息,选择目标托盘,调用六关节机械手,下达指令完成系列动作,并放入目标托盘。
入库阶段:
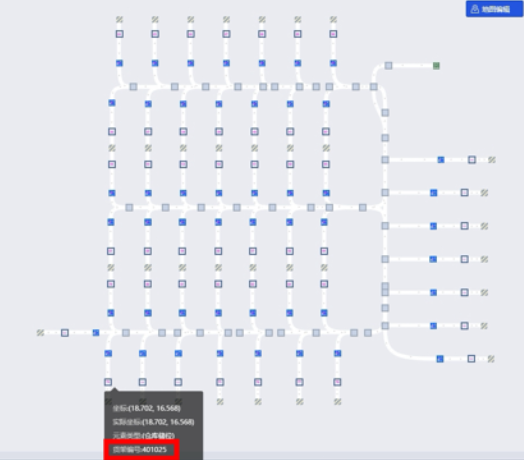
需实时监控暂存托盘内,产成品物料信息与空位,结合库存中三层堆叠的库位和AGV状态,选取合适路径,计算托盘堆叠顺序,调用AGV叉车,下达指令完成系列动作入库,并无缝接入库房管理系统。
生产过程追溯:
产线全部的订单、生产过程、物料使用、指令明细等数据,汇总统计并综合展示,形成各件产品从原料到产品的全流程数据资料。提供多维度、多层级的调取查阅方式,追溯生产过程,建立自动化产线的产品数据资产。
3.3 库房管理系统建设
根据自动化产线的规划,建立刀具库、设备备件库、原料立体库、半成品缓存库、成品库管理系统。集成多种操作场景,刀具库、备件库满足人工交互,原料立体库、半成品缓存库满足自动线生产管控,成品库满足自动线和人工,双重管控。对相应的物料取送设备,如AGV叉车、堆垛机等,均开发兼容人工和自动控制的操作界面及PDA客户端。做到人机配合、互不影响、灵活敏捷。
3.4 设备资源管理系统建设
开发综合设备资源管理系统,辅助自动化产线的稳定运行。系统兼具产线控制和设备运维功能。可根据实际维护、检修、能耗控制的需求,设置每个设备是否参与自动化调度。系统根据在线设备资源,自动计算并调整产线调度逻辑。整个过程,无需停机停产、无缝衔接。同时,为每台设备建立运维资料库,并主动提示设备点、巡检待办工作。扫码调阅资料细节,逐条检查维护。全力保障自动线健康和生产顺畅。
4 成果价值
生产现场少人化,生产车间现场工人从原有40余人的配备数量降低到8人,减少了80%,年均节约人工成本240万元。生产产能与物流效率大幅提升,生产过程中通过机械手、AGV叉车、立体库房以及自动化数控设备的协作、联动,减少了产品等待、中转时间,提升了整体生产节拍效率,从原有日200件的加工能力提升到日均可加工350件,产能提升75%。同时,将人工从生产操作中解放出来,专心投入质量控制和设备维护中,使产品合格率接近100%。
5 项目总结
自动化柔性产线目前是行业热点,在面对激烈市场竞争局面下,企业迫切需要提升产能效率,降低人员成本,提高产品竞争优势。从康普森机械项目来看,柔性产线建设需要具备几个关键因素,做好以下几方面工作:
- 产品属性与加工工艺特点,要能够与现有柔性线的技术支撑能力相匹配,多品种小批量定制化产品,如果批量过小,上下料与换刀换模的频率较高,会达不到规模经济效应,并不能明显提升产品加工效率,因此,建设投入前要做好详实的论证工作;
- 柔性产线是软硬件一体化的系统工程,涉及机械、电气、软件、自动化等多学科,落地方案也是由多个软硬件产品集成,因此对于整体方案的设计能力要求较高,包括对于产品加工工艺的理解、机械方案设计的科学性、软件控制系统的灵活度都有较高要求,一定要由富有经验的专业团队来完成。
- 项目实施过程复杂、变化多、异常情况多,整体项目的生产组织、多工种协调需要各方能够紧密配合,严格执行设计方案,并根据现场实际情况快速、灵活调整。
